-

-
深圳市住建工程检测有限公司
-
简体中文选择语言:15999691719


最新公告:
contact us

| 产品规格: | 不限 |
| 所属行业: | 生活服务 装修装饰 房屋检测 |
| 包装说明: | 无 |
| 产品数量: | 9999.00 |
| 价格说明: | 价格:面议 |
 在线留言 在线留言
|
|
在现代,轻便、成本低的钢结构厂房是越来越多,需求检测钢结构房屋的人也越来越多。钢结构房屋的检测可分为在建钢结构建筑和既有钢结构的建筑检测。那么这两种分类的建筑在什么情况需要检测呢?
建设工程钢结构检测
1、钢结构材料焊接材料及焊接接头等物理性能(屈服强度、抗拉强度、伸长率、弯曲、冲击韧性、硬度) 2、 钢结构构件性能实荷载检验(应力应变、残余应力、承载能力)3、钢结构无损探伤(超声波、射线、磁粉、渗透) 4、钢结构防腐及防火涂装检测(防腐及防火涂层厚、附着力)5、 钢结构的连接性能检测(摩擦面抗滑移系数检验、高强度螺栓连接副扭矩系数和预拉力检验、施工终扭矩检测)6、钢结构变形检测(挠度、垂直度、平面弯曲等)7、 移动通信塔桅、广播电视塔桅等结构安全评估 8、广告牌安全评估 9、 钢结构材料化学分析:碳、硅、锰、磷、硫元素分析 10、钢结构的动力测试钢筋混凝土现浇屋面板**:钢筋混凝土现浇屋面板是目前通用的屋顶构造方式,它是双向受力构件。符合设计规范厚度与铺筋密度的现浇屋面板,其承重能力一段均在二级板水平以上。但土厚**过25厘米的静压区布置仍不能设在净空区。虽然四边均可设置,但其计算考量尺度,应以净空长宽两个数据中较短的一个为准,基本比例同上(预制板**),土厚可参照二级板。至于土厚在15~20厘米的浅土种植区,可在净空3.3米以下的露台屋面上任意布置或全覆盖
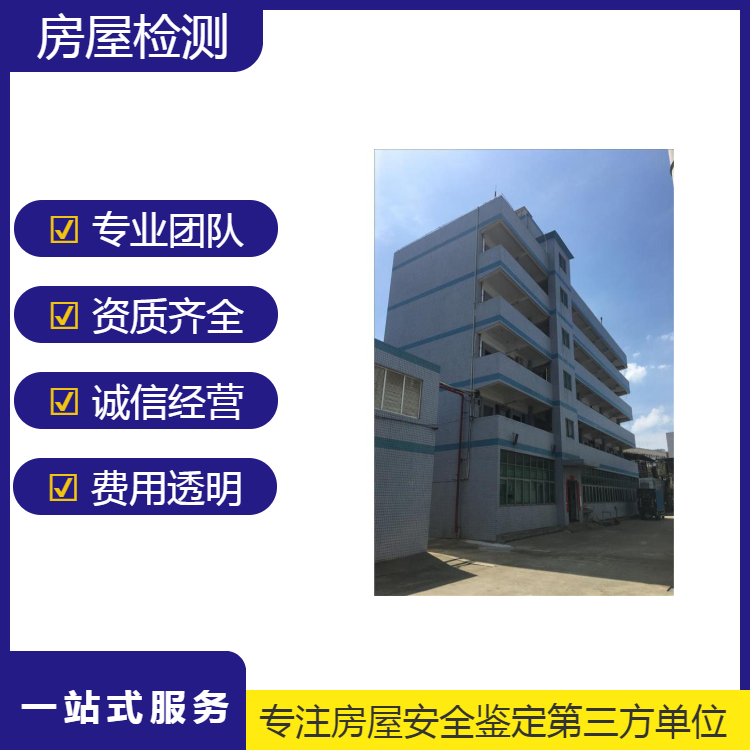
现在很多工业厂房都是使用钢筋,钢架组成,但是关于安全性,结构是否安全呢?关于钢结构厂房主体结构形式为钢结构,基础形式为浅基础。
检测方案如下:
1.收集设计资料、施工质保资料等相关资料;
2.根据委托单位提供的资料,对建筑物的楼面荷载、使用环境、使用历史等作全面调查;
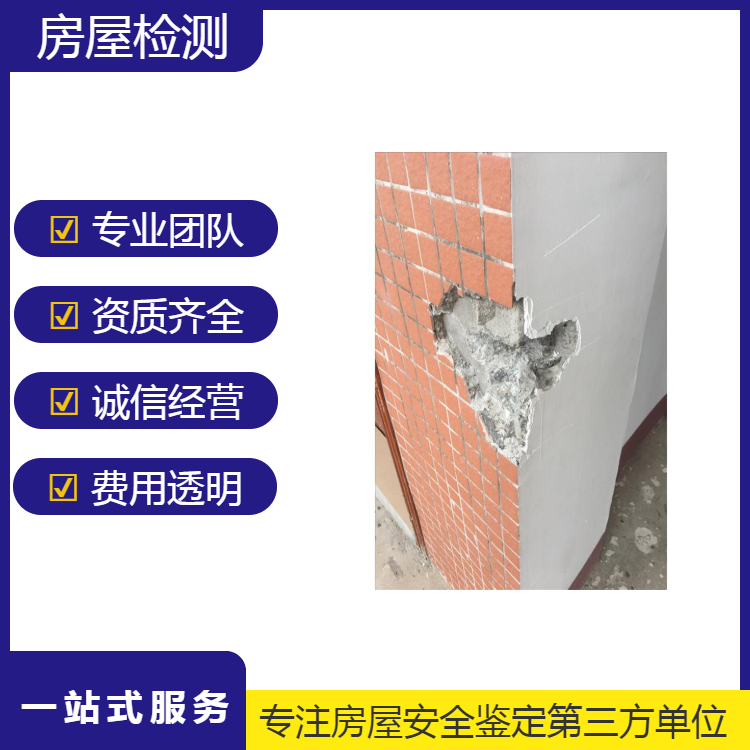
3.外观质量检测;
4.结构布置检测,采用卷尺、皮尺检测该建筑结构轴线;
5.测量主要结构构件几何尺寸、截面规格;
6.钢构件涂层厚度检测;
7.采用超声波探伤法检测钢梁、钢柱、钢网架部分杆件的焊缝质量,采取随机抽测的原则;
8.抽查螺栓质量;
9.测量角柱的水平位移;
10.根椐上述检测结果及查阅相关的资料,编制房屋结构安全报告,综合评定该工程质量及其安全性,并提出相应的处理措施。
钢结构自重仅是砖混结构的五分之一。钢结构厂房强度大,跨度大,空间大。钢结构厂房的抗震性好、抗冲击性好。钢结构厂房整体刚性好、变形能力强。钢结构厂房防火性高,防腐蚀性高,密封性高。钢结构厂房投资低,钢结构厂房拆迁方便,可多次回收利用,环保性好,结构寿命使用长。钢结构厂房制造的工业化程度较高,可以快速标准流水线安装。钢结构占用面积小,使用面积大,比传统混凝土结构建筑增加使用面积4%-8%,间接的增加了经济效益。钢结构厂房在使用过程当中易于改造,如加固,接高,隔断等内部分割,调整比较容易,灵活方便。随着近年来钢结构的迅速发展,和普通钢筋混凝土厂房相比,强度高,重量轻,钢材的密度与强度之比较小,钢结构与钢筋混凝土结构相比要轻30 %~50%。层高与柱网尺寸大,可提高建筑实用面积3%~5%。施工周期短,与传统的钢筋混凝土厂房相比,多层钢厂房的设计,生产,施工趋于一体化,加之现场无焊接,无湿作业,这些都有利于缩短周期,加快资金流通。据研究,多层钢结构体系属于环保型绿色建筑体系,其节能指标可达50%。
1.钢结构构件主要制作工艺流程
放样→下料→电脑编程→拼板→CNC切割→组立→埋弧焊接→钻孔→组装→矫正成型→铆工零配件下料→制作组装→焊接和焊接检验→防锈处理、涂装、编号→构件验收出厂。
2.钢结构吊装
编制吊装方案→构件进场、堆放→现场拼接焊缝→承重脚手架搭设→吊装→补漆、防火涂料→临时支撑拆除。
二、现场施工技术要点
1.放样
放样是钢结构制作工艺中的道工序,只有放样尺寸,方可避免以后各加工工序的累积误差,才能保证整个工程的质量,因此对放样工作,必须注意以下几个环节:
放样前必须熟悉图纸,并核对图纸各部尺寸有无不符之处,与土建和其他安装工程有无矛盾核对无误后方可按施工图纸上的几何尺寸、技术要求,按照1:1的比例画出构件相互之间的尺寸及真实图形。
样板制出后,必须在上面注上图号、零件名称、件数、位置、材料牌号、规格及加工符号等内容“使下料工作不致发生混乱”同时必须妥善保管样板防止折叠和锈蚀,以便进行校核。
为了保证产品质量防止由于下料不当造成废品,样板应注意适当增加余量。
2.拼板
拼板时应考虑下料切割焊缝的收缩量,适当放出余量,自动切割缝为2?,手工切割缝为3?,焊缝收缩量视构件长度一般应放2030?。拼板焊应按图纸对焊缝等级的质量要求进行,焊接前应清除焊缝口锈蚀、油迹、毛刺等,按要求开好坡口单面坡口55±5,纯边高度1.5-2?采用焊缝清根,焊剂烘潮,焊丝清洁等措施,以保焊缝质量。
C切割
按下料图要求制作角度样板,经检查无误后方可使用。切割时应考虑割切、焊接的收缩余量及组装误差,长度一般应放20~30 mm,切割宽度误差±1mm。编程后,切割机应空机运行,记录运行轨迹是否与下料尺寸相符,无误后即可切割。割切时,根据板厚随时调节火焰大小、氧气压力、切割速度,确保切口光顺平滑。
钢结构在性能上的检测主要包括正常使用的变形要求检测和结构构件的承载能力检测,主要包括六个方面的主要内容:钢结构的抗火性能检测;钢结构的防锈防腐检测;构造检测;结构构件变形检测;构件的损伤和缺陷检测;;结构和构件在几何尺寸上的检测。 一般主要采用的方法就是射线探伤、渗透探伤、磁粉探伤以及超声波探伤等。根据相关的标准规定,对于钢结构焊缝质量的检测主要分为三个等级,主要包括对外观检验和内部缺陷检验,在质量等级上可能存在着不同,但是如果在设计的时候没有特别指出的话就应该把外观和内部的要求看做是一致的,在焊缝质量等级的选用上应该根据不同的应力状态、工作环境、焊缝的形式、荷载的特性很容结构重要性来选择不同质量的等级。根据相关文件规定,对于的焊缝来说,只要求对焊缝进行外观的检验,还要符合规程要求,对于一级或者二级的焊缝来说,不光要进行外观检查,还要进行一定数量超声波检验,并且与相应要求符合。
某两层钢结构门房于2013年12月施工完成,建筑面积约为200m2,框架梁采用焊接H型钢、框架柱采用焊接H型钢与国标H型材、格构柱采用焊接型材。
2 检测内容
根据建筑物的工程现状以及委托要求,检测内容主要有以下几点:
(1)结合现场实际情况及相关现场检测技术标准,对钢框架构件尺寸、层高、轴线间距及材料质量进行检测;
(2)钢结构的外观质量,构件表面是否有裂纹、折叠、夹层、锈蚀、麻点或划痕等不良缺陷;钢材表面的涂层厚度、涂料表面有无明显龟裂、起泡、脱落等缺陷;焊缝外观是否存在缺陷。
(3)钢框架节点连接质量检测:节点连接方式及质量检测;
(4)钢柱的垂直度检测;
(5)根据以上检测结果,对该钢结构工程的工程质量依据有关标准进行评定。
在设置检测仪器参数的基础上,分别检测平板焊接、角接焊缝、异型焊缝,无损伤检测技术应用情况分别如下:
(1)平板焊接检测。平板焊接的检测,需要取焊接缺陷的模拟试块,并合理设置仪器参数,然后通过检测,对结果进行分析,以优化无损伤检测技术的应用方法。钢结构桥梁的平板焊接,焊缝容易预埋人工缺陷,笔者分别制作了8块特种试块,并在这些试块焊接接头位置设置了包括裂纹、气孔、夹渣、未焊透在内的14种缺陷,作为钢结构桥梁平板焊接的模拟试块,然后分析这些试块焊接的缺陷分布类型和规律。通过检验,基本检验出平板焊接焊缝的质量,但常规的超声检测没有办法实现全纪录,因此缺陷长度存在误差,而相控阵技术能够全数据纪录焊缝内的缺陷,准确找出焊缝缺陷的位置、长度、深度和高度,平板焊接可**考虑相控阵无损检测技术的应用。
角接焊缝检测技术。角接焊缝检测较为复杂,其中包括T型焊接、Y型角接焊缝两种,在这里需要分别准备这两种焊接缺陷的模拟试块。T型焊接缺陷模拟试块的准备,是根据焊接缺陷分布的类型和规律,制作包括裂纹、夹渣、未焊透3种类型缺陷的试块,并分别采用常规超声、相控阵技术两种方法,经检测,常规超声和相控阵技术能够找出试块的全部缺陷,但前者利用波幅测量缺陷长度和高度的时候,存在一定的误差,而后者能够准确定出缺陷的位置、长度、高度和深度,因此T型焊接缺陷的无损检测技术适用相控阵技术。而Y型角接焊缝检测,所采用的缺陷模拟试块是根据焊接缺陷的分布类型和规律,制作包括裂纹、夹渣、未焊头、未融合4种类型缺陷的试块,并分别采用常规超声、相控阵技术两种方法,经检测,常规超声和相控阵技术能够找出试块的全部缺陷,但前者利用波幅测量缺陷长度和高度的时候,存在一定的误差,而后者能够准确定出缺陷的位置、长度、高度和深度,因此Y型焊接缺陷的无损伤检测,同样适用相控阵技术。
http://zcgcjs.cn.b2b168.com